After having successfully implemented two high pressure heaters for our Holland based customer, we were asked to additionally deliver four high pressure heaters and two holdlines for their plant in Seattle (USA). Ours was both to design and realize this extension. During the specification process it soon became clear that the layout as well as the strict sanitary rules required a redesign (3A certification).






At the start of this project, not all of our customer’s requirements were final. No problem for SRI. We first focussed on setting up the 3D design based on the specifications available.

The Inspection Test Plan (ITP) is an important document in the equipment manufacturing process for the food industry. The ITP was prepared by our independent QC department, who are highly experienced with this.


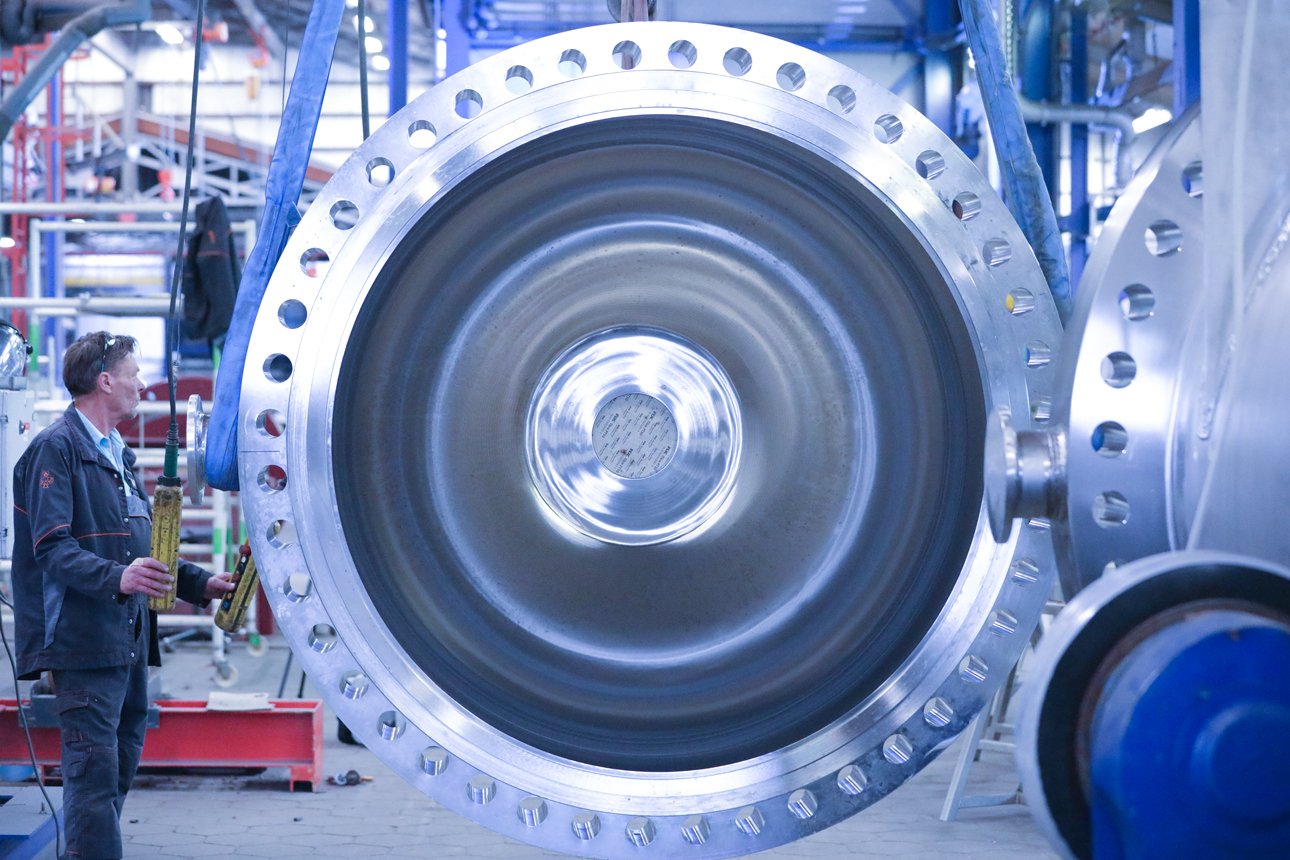
Based on our various drawings SRI started production. Parts were rolled and welded and numerous pipe sections were bent and fitted with clamp rings. All the wile, our QC department strictly adhered to the ITP, guaranteeing end quality.

After approval we lift the equipment according to an approved lifting plan and then transport it to our customer.
Through years of experience, backed up by continuous innovation in engineering, manufacturing techniques, quality control and organization, SRI is certified for PED/CE Module H/H1, ASME U&R Stamp, SELO en ISO 9001. We prove to be a reliable partner for many, often recurring customers worldwide.






From the small town of Veenwouden, The Netherlands, SRI has evolved into a global manufacturer of process industry equipment. We are proud of our roots as well as our worldwide status. Please feel free to ask for information about our engineering and production methods. Also, please contact us if you’d like to cooperate with us.