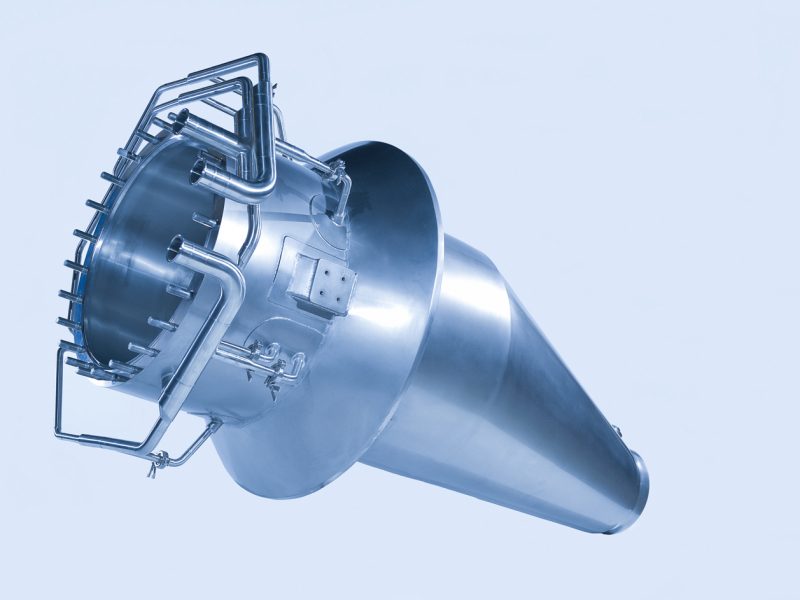
Within the pharmaceutical chemistry industry SRI is a respected manufacturer of reactors. Crucial for these type of pressure vessels is their internal and external finish. Usually we opt for internal electropolishing for reasons of cleanability and zero product adhesion. In our designs dead spots won’t be foud. Also, we often build our pharmaceutical chemistry vessels with a heating mantle (or half pipe coil) and insulated casing.

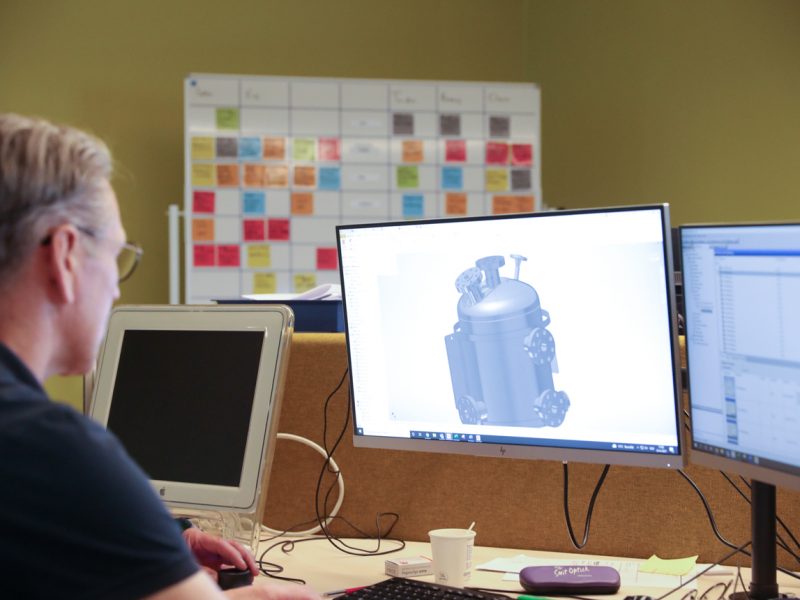





First off, we translated our customer’s requirements data sheets into a GA drawing. All requirements regarding sanitary design were included in the detailed design.
As always when pressure vessels are involved, our engineers took various design codes into account. We submitted our drawings and calculations to the NOBO; also we coordinated PED Module H1 certification. In addition, also SSME with U-Stamp for the United States is an option./read]

Before starting production, our independent QC department draws up an ITP (inspection and test plan). Based on the ITP, we set up a PIM (pre-inspection meeting) with our customer.


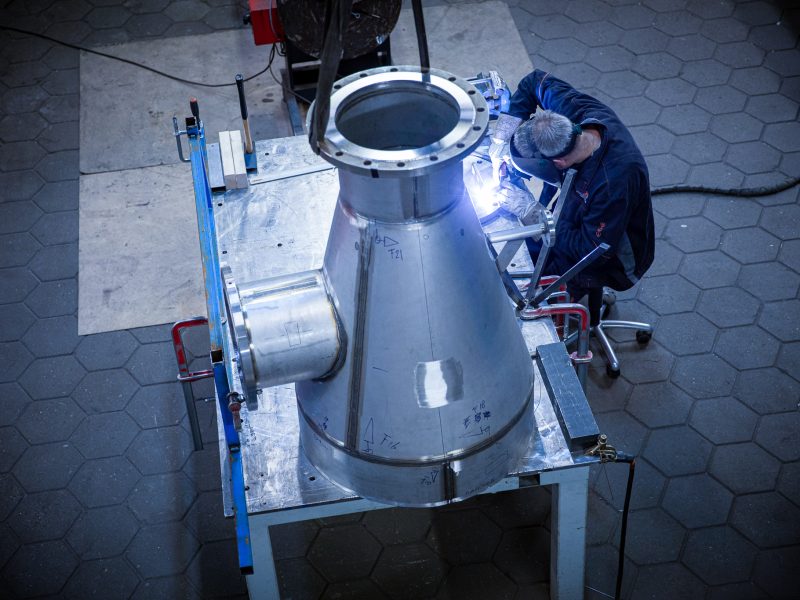
Based on our various drawings SRI starts production. Parts are rolled, welded, precut and recut. During the entire manufacturing process, preventing parts damage is key.

After approval by all parties involved, we lift the equipment according to an approved lifting plan and then transport it to our customer.

Through years of experience, backed up by continuous innovation in engineering, manufacturing techniques, quality control and organization, SRI is certified for PED/CE Module H/H1, ASME U&R Stamp, SELO en ISO 9001. We prove to be a reliable partner for many, often recurring customers worldwide.






From the small town of Veenwouden, The Netherlands, SRI has evolved into a global manufacturer of process industry equipment. We are proud of our roots as well as our worldwide status. Please feel free to ask for information about our engineering and production methods. Also, please contact us if you’d like to cooperate with us.